



AK164 4 eksen torna İsviçre tipi cnc torna tezgahı
AK164 özelliği
1. Yüksek hız, yüksek hassasiyet ve yüksek verimlilik: Takım düzeni optimaldir ve kontrol sistemi, takım değiştirme süresini en aza indirmek, en iyi konumlandırmayı elde etmek ve yardımcı zamanı en aza indirmek için yüksek hızlı hesaplama işlemini benimser.
2. Yüksek stabilite: Kılavuz ray ve açıklık yapısı genişletilir ve ana/ikincil eksen indekslemesinden sonra fren kilitleme cihazı, iş parçası işlendiğinde stabiliteyi artırır.
3. Yüksek konfigürasyon: Çok eksenli takım konfigürasyonu zengindir ve elektrikli alet standarttır, bu da işleme aralığını büyük ölçüde genişletir ve karmaşık parçaların karmaşık işlenmesini sağlar.
4. Yüksek sertlik: yatak dökümünün duvar kalınlığı, kılavuz rayın geniş açıklığı, takım tezgahının sağlamlığı ve genişletilebilirliği.Ağır kesme, diğer takım tezgahlarından üstündür ve çelik, alaşımlı çelik, paslanmaz çelik vb. işlemede belirgin avantajlara sahiptir.
Şartname
| Betimlemek | Birim | AK164 | |||
| Tamirci | Kontrol sistemi |
| Fanuc 0i | Syntec | |
| Maksimum işleme çapı | mm | ¢16 | |||
| Felç | mm | 150 | |||
| Ana İş Mili / Alt iş mili RPM'si | rpm | 10000/8000 | 6000/6000 | ||
| Hızlı hareket hızı | m/dak | 24 | |||
| Aletler | OD Araçları | ea | 6×[□12×12] | ||
| Ön Çalışma Aletleri | ea | 3×[Ø25-ER16] | |||
| Çapraz Tahrikli Araçlar | ea | 3[ER16] | |||
| Arka uç araçları (sabit) | ea | / | / | ||
| motorlar | Mil motoru | kw | 3.7/5.5 | 3.7 | |
| Alt Mil motoru | kw | 0,55/1.1 | 0,4 | ||
| Sürmüş | kw | 0.75 | |||
| Geçmek | kw | 0,5 | |||
| Soğutucu motor | kw | 0.25 | |||
| Diğerleri | Soğutma sıvısı tankı kapasitesi | L | 180 | ||
| Yağlama tankı kapasitesi | L | 1.8 | |||
| Zeminden mil merkezine yükseklik | mm | 1050 | |||
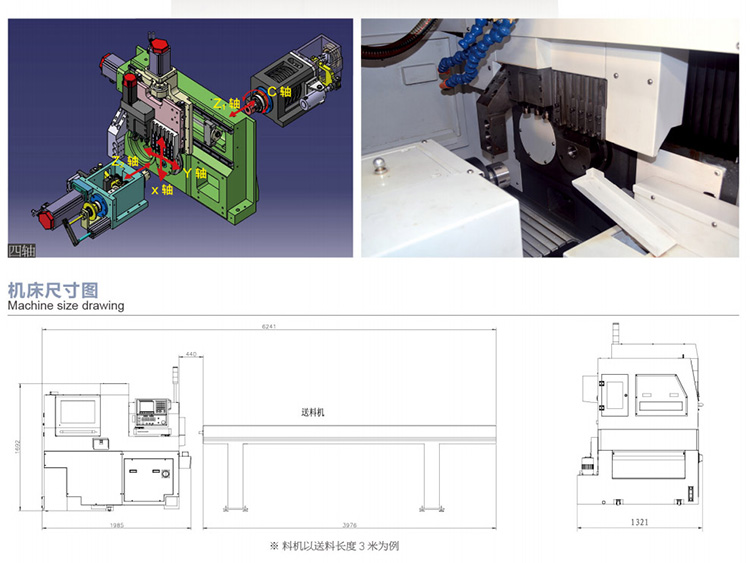
| Boyut | (L) | mm | 1985 | ||
| (K) | mm | 1321 | |||
| (H) | mm | 1692 | |||
| Ağırlık | kg | 3000 | |||
| NC Kontrol | Kontrol Edilebilir Eksenler | 5 eksen/4 eksen | |||
| LCD | LCD 8.4" | ||||
| Sistem standart parametreleri | Standart | ||||
| Sert kılavuz çekme | Standart | ||||
| El çarkı | Standart | ||||
| Senkron/hibrit kontrol | Standart | ||||
| sarmal enterpolasyon | Standart | ||||
AK164 isviçre tipi cnc torna tezgahı uygulaması
Otomobil, elektronik, iletişim, bilişim, tıp, askeri, havacılık, donanım, makine ve hidrolik aksesuarlar gibi endüstriler için uygundur.Büyük miktarlarda, yüksek hassasiyette ve karmaşık küçük ve orta büyüklükte parçalar üretme yeteneği ile karakterizedir.


Teknik avantajlar
1) Yüksek hızlı yerleşik elektrikli iş milini benimseme eğilimi giderek daha belirgin hale geliyor ve iş milinin maksimum hızı 12500 rpm/dak'ya ulaştı.
2) Hız/konum döngüsü geri beslemesi, yerleşik yüksek çözünürlüklü ızgara veya manyetik gibi daha yüksek dönüş ve geri besleme kontrol doğruluğuna sahip yeni bileşenleri benimser.
3) Karşıt çift iğli kumaş yapısı, iş parçasının ikincil kenetlenmesinin neden olduğu verimliliği ve işleme hassasiyeti sorunlarını azaltarak ve işleme verimliliğini artırarak, tek bir bağlamada tam sıralı işlemeyi tamamlayabilir.
4) Çok eksenli çok aletli kontrol ve çok eksenli bağlantı teknolojisi, takım tezgahlarının karmaşık parçaları işleme yeteneğini ve işleme verimliliğini artırır.Takım tezgahının kontrol eksenlerinin sayısı yedi, motorsuz takımların ve elektrikli takımların sayısı 20'den fazladır.
5) İş parçası uzun/kısa iş parçası alıcısı, otomatik takım ayar aleti, iş parçası akıllı tanımlama gibi geleneksel çubuk konveyörler, talaş konveyörleri, vb.'ye ek olarak tek kişilik çok makineli operasyon ve yönetim hedefine ulaşmak için bol otomatik konfigürasyon , iş parçası Otomatik açılır pencere algılama, takım kırılma algılama vb. otomasyon seviyesini ve takım tezgahlarının izlenmesini geliştirmek için ürünlerde başarıyla uygulanmıştır.
Kalite Kontrol
Şirket, tüm takım tezgahı tasarım ve üretim sürecinin sıkı bir şekilde izlenmesini sağlamak için kalite yönetimi için katı iç kontrol standartları formüle eder ve uygular.
45 muayene ve test öğesi, 632 kalite kontrol noktası, üç koordinat kullanarak tam strok yükü işleme testini ayarlamak için 48 saat.
Ölçüm cihazı, İngiliz ERNISHAW lazer F interferometre, Japon SIGMA dinamik denge cihazı ve dünyadaki diğer en iyi hassas test cihazları garanti eder.
Takım tezgahının tüm detaylarının doğru kontrolü.

Ürün kategorileri
-

Awr22 elmas kesme alaşımlı jant tamir ma...
-

AWR32 Çin elmas kesim tekerlek parlatma ekipmanı...
-

GB4250 Çin CE cnc şerit testere makinesi metal için ...
-

VMC550 3 eksen metal cnc dikey işleme merkezi...
-

VMC850 Çin 3 eksenli dikey cnc cnc dikey ...
-

ck6150 Yüksek hassasiyetli 4 istasyonlu elektrikli cnc ma...





